15 Câu Hỏi Phỏng Vấn PLC Thường Gặp Khi Đi Xin Việc
Kiến thức về PLC và hệ thống tự động hóa ngày càng phát triển và mở rộng. Tuy nhiên, để chuẩn bị tốt cho buổi phỏng vấn, các kiến thức cơ bản về PLC là rất cần thiết.
Trong bài viết này, Tự Động Hóa PLCTECH đã tổng hợp 15 câu hỏi phỏng vấn PLC thường gặp nhất, giúp bạn đầy đủ hành trang khi đi xin việc.

1. Bộ điều khiển PLC là gì?
PLC (Programmable Logic Controller) là thiết bị điều khiển logic khả thiết, cho phép người dùng lập trình để tự động hóa các quy trình công nghiệp.
+ Trong quá khứ, các bộ điều khiển truyền thống bị giới hạn do không thay đổi được logic. Sự xuất hiện của PLC giúp khắc phục nhược điểm này.
+ PLC được xem như một máy tính công nghiệp, giao tiếp và thu thập tín hiệu từ các thiết bị trường qua các ngõ vào/ra (I/O).
2. Các module thường gặp trong PLC là gì?
PLC bao gồm nhiều module đảm nhận các chức năng khác nhau tùy thuộc vào nhu cầu sử dụng. Dưới đây là một số module phổ biến:
+ CPU: Xử lý chương trình.
+ Module giao tiếp truyền thông: Hỗ trợ kết nối với các thiết bị khác.
+ Ngõ vào/ra số (Digital): Thu thập và cung cấp tín hiệu số.
+ Ngõ vào/ra tương tự (Analog): Xử lý tín hiệu tương tự.
+ Module đọc xung tốc độ cao: Thu nhận tín hiệu xung từ encoder hoặc cảm biến tốc độ.
3. Các thành phần cơ bản của một hệ thống PLC?
Như đã đề cập ở câu trên, PLC có nhiều loại module khác nhau. Mỗi module sẽ có chức năng và cách hoạt động khác nhau. Trong đó, các module được chia thành 6 thành phần cơ bản như sau:
+ Nguồn cung cấp (Power Supply): Cung cấp điện AC hoặc DC.
+ CPU: Thực thi xử lý chương trình.
+ Ngõ vào/ra (I/O): Nhận tín hiệu từ thiết bị trường và xuất tín hiệu điều khiển.
+ Bộ nhớ (Memory): Lưu trữ chương trình và tài liệu.
+ Module truyền thông: Hỗ trợ giao tiếp qua RS232, Ethernet, Profibus…
+ Phần mềm lập trình: Để viết và nạp chương trình.
Đây là một trong những câu hỏi phỏng vấn PLC phổ biến, hãy chuẩn bị kỹ lưỡng câu trả lời để tạo ấn tượng tốt với nhà tuyển dụng!
4. Giải thích hoạt động của PLC trong điều khiển động cơ như hình minh họa
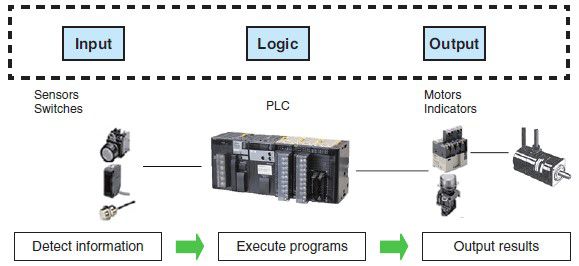
Với hình minh họa trên thì:
PLC bao gồm CPU và các ngõ vào/ra. Ngõ vào sẽ đọc các tín hiệu digital và analog từ các thiết bị trường như là cảm biến, nút nhấn… rồi chuyển hóa thành tín hiệu logic đưa vào CPU để xử lý. Bộ xử ly trung tâm (CPU) sẽ dùng các đoạn chương trình đã lập trình sẵn để xử lý các tín hiệu vừa đọc vào. Sau đó CPU sẽ xuất tín hiệu điều khiển ra các ngõ ra để điều khiển thiết bị.
5. Các ngôn ngữ dùng cho lập trình PLC
Theo tiêu chuẩn IEC 61131-3, có 5 ngôn ngữ chính bao gồm:
+ Ngôn ngữ bậc thang – Ladder (LD)
+ Ngôn ngữ kiểu khối – Function Block Diagram (FBD)
+ Ngôn ngữ kiểu liệt kê – Instruction List (IL)
+ Ngôn ngữ kiểu cấu trúc – Structured Text (ST)
+ Ngôn ngữ kiểu lưu đồ trình tự – Sequential Function Chart (SFC)
Ngoài ra, ngôn ngữ XML cũng đang được phát triển trong những năm gần đây.
6. Tại sao dùng PLC để thay thế mạch relay cổ điển?
Đây là một trong những câu hỏi phỏng vấn PLC mà nhà tuyển dụng thường hỏi ứng viên của mình. Nếu gặp câu hỏi này, các bạn có thể tham khảo câu trả lời sau:
Các bộ điều khiển trước đây dùng relay và contactor có kích thước lớn, thô kệch và chằng chịt dây như một mê cung. Chính vì vậy việc lắp đặt tốn rất nhiều thời gian và công suất tiêu thụ điện cũng rất lớn.
Ngày nay, các bộ điều khiển bằng PLC mang lại nhiều lợi ích như:
+ Linh hoạt khi thay đổi logic
+ Độ tin cậy cao, hoạt động bền bỉ trong môi trường khác nghiệt.
+ Tiết kiệm không gian và chi phí bảo trì
+ Dễ dàng mở rộng hoặc nâng cấp hệ thống.
+ Hỗ trợ lưu trữ dữ liệu và kết nối với các hệ thống quản lý cấp cao.
Khi một hệ thống cần sự linh hoạt và dễ mở rộng trong tương lai thì lựa chọn PLC là điều thích hợp.
7. Sự khác nhau giữa PLC và máy tính cá nhân?
Về cơ bản, cấu trúc của bộ xử lý CPU của PLC và máy tính là giống nhau. Tuy nhiên, chúng khác nhau ở vài điểm đáng lưu ý như sau.
+ Khả năng làm việc 24/7: PLC được thiết kế để chịu được môi trường công nghiệp khắc nghiệt.
+ Không cần hệ điều hành phức tạp: Chương trình trong PLC nhẹ, tốc độ xử lý nhanh.
+ Tính chuyên dụng: PLC tập trung vào điều khiển tự động hóa, trong khi máy tính cá nhân phục vụ nhiều mục đích khác.
8. Làm thế nào để lập trình cho PLC?
Mỗi hãng sản xuất PLC thường cung cấp phần mềm lập trình riêng, ví dụ: Siemens sử dụng Simatic hoặc TIA Portal, Allen-Bradley sử dụng RS Logix, và Omron sử dụng CX-One.
Dù các công cụ lập trình khác nhau, nhưng tất cả đều dựa trên những ngôn ngữ lập trình tiêu chuẩn được đề cập ở trên như Ladder, FBD, STL, SFC. Điều quan trọng là người lập trình cần hiểu rõ các ngôn ngữ này để áp dụng hiệu quả vào từng dự án cụ thể.
9. Vòng quét PLC (PLC Scan) là gì?
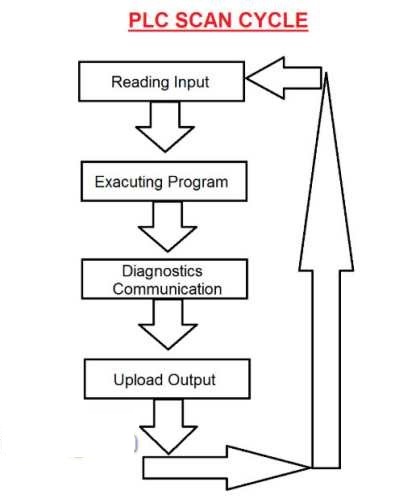
Vòng quét (scan) là chu trình hoạt động lặp đi lặp lại của PLC. Một chu kỳ quét bao gồm các bước sau:
1. Đọc tín hiệu ngõ vào: Thu thập trạng thái từ cảm biến, công tắc hoặc các thiết bị trường.
2. Thực thi chương trình: Xử lý các tín hiệu theo logic lập trình.
3. Ghi giá trị ra ngõ ra: Cung cấp tín hiệu điều khiển đến các thiết bị đầu ra.
Thời gian quét phụ thuộc vào độ dài chương trình, số lượng tín hiệu ngõ vào/ra và giao thức truyền thông được sử dụng. Hiểu rõ vòng quét giúp kỹ sư tối ưu hóa hệ thống, giảm độ trễ và tăng hiệu quả điều khiển.
10. Mục đích của tiếp điểm tự giữ (Self-holding Contact)
Tiếp điểm tự giữ là khái niệm quan trọng trong lập trình PLC, đặc biệt khi sử dụng ngôn ngữ Ladder. Nó cho phép duy trì trạng thái ngõ ra dù tín hiệu điều kiện đã không còn thỏa mãn.
Ví dụ: Khi nhấn nút START, động cơ khởi động và tiếp tục hoạt động ngay cả khi thả nút START.
Ứng dụng: Duy trì trạng thái thiết bị trong các quy trình tự động hóa liên tục.
11. Sink và Source là gì?
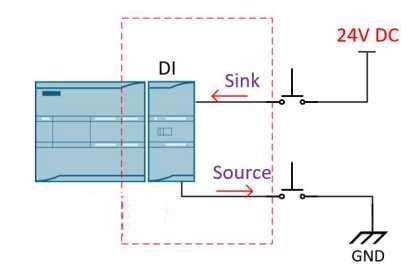
Hai khái niệm này thường được dùng để phân loại các chế độ hoạt động của module ngõ vào trong PLC:
+ Source: Cung cấp dòng điện khi tín hiệu bật (ON).
+ Sink: Nhận dòng điện khi tín hiệu bật (ON).
Thông thường, chế độ Sink được ưu tiên sử dụng nhiều hơn vì nguồn cấp có thể được cung cấp từ bộ nguồn riêng, giảm nguy cơ quá tải và bảo vệ module PLC.
Sink và Source là câu hỏi phỏng vấn PLC thường gặp, các bạn hãy chuẩn bị thật tốt phần trả lời của mình để ghi điểm trước nhà tuyển dụng!
12. Timer và Counter là gì?
Timer và Counter là các công cụ lập trình quan trọng trong PLC:
+ Timer: Kích hoạt hoặc tắt ngõ ra dựa trên thời gian đặt trước.
+ Counter: Kích hoạt hoặc tắt ngõ ra khi đạt đến số lần đếm mong muốn.
Cả hai đều được sử dụng phổ biến trong các ứng dụng tự động hóa để kiểm soát thời gian hoặc số lượng.
13. Phân biệt On-delay Timer và Off-delay Timer
+ On-delay timer (TON): Trì hoãn kích hoạt ngõ ra sau một khoảng thời gian khi ngõ vào bật.
+ Off-delay timer (TOF): Trì hoãn tắt ngõ ra sau một khoảng thời gian khi ngõ vào tắt.
14. Tại sao chọn tín hiệu 4-20mA thay vì 0-20mA?
Tín hiệu 4-20mA được sử dụng rộng rãi hơn vì một lý do chính: dễ dàng phát hiện lỗi.
Khi dây cáp bị đứt, tín hiệu sẽ trả về 0mA. Với tín hiệu 4-20mA, giá trị 0mA nằm ngoài dải đo, giúp PLC nhận diện lỗi và gửi cảnh báo. Trong khi đó, với 0-20mA, giá trị 0mA có thể được hiểu là tín hiệu bình thường, dẫn đến khó phân biệt lỗi cáp đứt.
Đây cũng là một câu hỏi phỏng vấn PLC phổ biến. Để tạo ấn tượng tốt trong buổi phỏng vấn, bạn nên chuẩn bị câu trả lời thật cụ thể và chính xác cho câu hỏi này!
15. HMI là gì?
HMI (Human Machine Interface) là giao diện người – máy, giúp người vận hành tương tác với hệ thống máy móc.
+ Ứng dụng: Theo dõi thông số, điều khiển thiết bị qua màn hình cảm ứng hoặc phần mềm.
+ Ví dụ: Màn hình trên tủ điều khiển, bảng điều khiển lò vi sóng, hoặc giao diện máy giặt.
HMI đóng vai trò là cầu nối, cung cấp thông tin trực quan, giúp người vận hành theo dõi và can thiệp khi cần thiết trong các hệ thống tự động hóa.
Kết luận
Trên đây, PLCTECH đã tổng hợp 15 câu hỏi phỏng vấn PLC thường gặp, giúp bạn hiểu rõ hơn về các kiến thức cơ bản và sẵn sàng cho buổi phỏng vấn. Hãy đảm bảo nắm vững các câu hỏi này và thực hành thêm để tự tin bước vào môi trường làm việc chuyên nghiệp. Chúc các bạn thành công!
Bạn đang tìm kiếm cơ hội nâng cao kỹ năng lập trình PLC để đáp ứng nhu cầu ngày càng cao của ngành tự động hóa? Hãy tham gia khóa học lập trình PLC chuyên sâu của chúng tôi!
Địa chỉ đào tạo
Hà Nội: Số 11 Ngõ 2E Dịch Vọng – Cầu Giấy Xem bản đồ
HCM: 97 Đường Số 3 – Hiệp Bình Phước – TP. Thủ Đức Xem bản đồ
Liên hệ
Điện thoại / Zalo: 0987 635 127 (Hỗ trợ 24/7)
Website: https://plctech.com.vn/
Fanpage: https://www.facebook.com/PLCTechHN

