CÁCH ĐẤU DÂY NGÕ RA SỐ PLC MITSUBISHI: DẠNG RELAY VÀ TRANSISTOR
PLC (Programmable Logic Controller) là một thiết bị quan trọng trong các hệ thống tự động hóa, giúp điều khiển các thiết bị ngoại vi thông qua các ngõ vào và ngõ ra. Trong đó, ngõ ra số (Digital Output) của PLC đóng vai trò quan trọng trong việc điều khiển các thiết bị như động cơ, bơm, van, và các thiết bị điện khác.
PLC Mitsubishi cung cấp hai dạng ngõ ra số phổ biến: Relay và Transistor. Mỗi loại có những ưu nhược điểm riêng, và việc lựa chọn loại ngõ ra phù hợp phụ thuộc vào yêu cầu ứng dụng thực tế. Trong bài viết này, hãy cùng Tự Động Hóa PLCTECH tìm hiểu chi tiết cách đấu dây ngõ ra số PLC Mitsubishi và đặc điểm của hai loại ngõ ra này.

Cách Đấu Dây Ngõ Ra Số PLC Mitsubishi Dạng Relay
Đặc điểm ngõ ra Relay
Ngõ ra Relay sử dụng công tắc cơ học để đóng mở mạch điện. Các ngõ ra này có thể điều khiển thiết bị sử dụng cả điện áp DC và AC. Cụ thể, các ngõ ra Relay có những đặc điểm nổi bật như sau:
+ Điện áp điều khiển:
♦ Điện áp 1 chiều (DC): <= 30VDC
♦ Điện áp xoay chiều (AC): <= 240VAC
+ Dòng điện định mức: Lên tới 2A, giúp điều khiển được nhiều thiết bị công suất lớn.
+ Tần số đóng cắt: Tần số đóng cắt của Relay tương đối thấp, chỉ khoảng 10ms (miligiây). Điều này có thể là một hạn chế đối với các ứng dụng yêu cầu tốc độ đóng cắt nhanh.
Sơ đồ đấu nối ngõ ra Relay
Trong PLC Mitsubishi, các ngõ ra Relay được đánh dấu với ký hiệu MR. Mỗi ngõ ra sẽ có một chân COM (Common) dùng chung cho nhiều ngõ ra. Khi bạn lập trình để bật một ngõ ra, như Y0, tiếp điểm relay giữa COM0 và Y0 sẽ đóng lại, tạo thành mạch điện kín và cho phép dòng điện chạy qua tải.
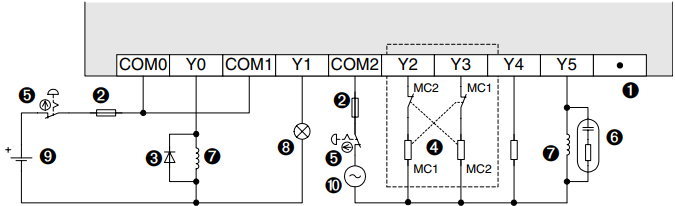
Ví dụ về cách đấu dây ngõ ra số PLC Mitsubishi hình trên:
+ COM0 và COM1: Đấu chung với chân dương của nguồn điện 1 chiều.
+ Y0 và Y1: Đấu vào các thiết bị tải 1 chiều.
+COM2: Đấu với nguồn xoay chiều, và các đầu ra Y2, Y3, Y4, Y5 đấu với các thiết bị tải xoay chiều.
Cách Đấu Dây Ngõ Ra Số PLC Mitsubishi Dạng Transitor
Đặc điểm ngõ ra Transistor
Ngõ ra Transistor sử dụng linh kiện bán dẫn (transistor) thay vì công tắc cơ học như Relay. Chính vì vậy, ngõ ra Transistor có tốc độ đóng cắt rất nhanh, phù hợp cho các ứng dụng yêu cầu tần số cao.
+ Tốc độ đóng cắt: Có thể đạt tới 100kHz, 200kHz, hoặc thậm chí 500kHz, rất lý tưởng cho các ứng dụng như điều khiển stepper motor hoặc servo motor.
+ Số lần đóng cắt: Transistor có tuổi thọ cao hơn Relay vì có thể chịu được một số lần đóng ngắt rất lớn mà không bị hỏng.
+ Giới hạn dòng điện: Ngõ ra Transistor chỉ chịu dòng dưới 0.5A. Do đó, nếu cần điều khiển thiết bị có dòng lớn, bạn sẽ phải sử dụng Relay trung gian.
Các loại ngõ ra Transistor: Sink và Source
PLC Mitsubishi cung cấp hai loại ngõ ra Transistor chính: Sink và Source.
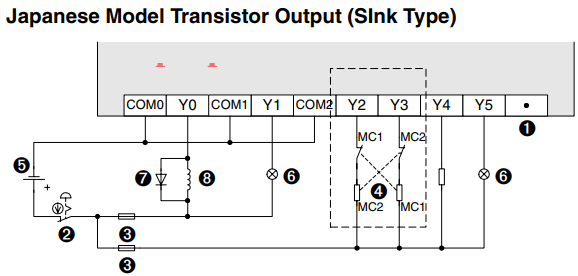
+ Ngõ ra Sink: Các chân COM0, COM1, COM2,… sẽ đấu với chân 0V của nguồn điện 1 chiều.
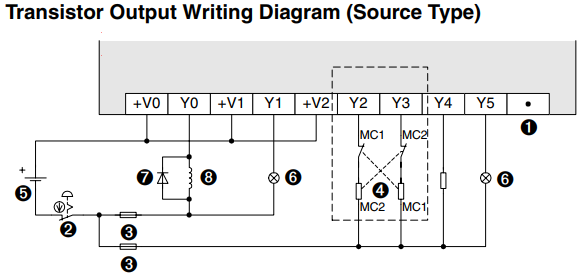
+ Ngõ ra Source: Các chân +V0, +V1, +V2,… sẽ đấu với chân dương (+) của nguồn 1 chiều.
Khi ngõ ra được bật, các chân đầu ra của PLC sẽ kết nối với chân COM (đối với Sink) hoặc +V (đối với Source), tạo mạch điện kín và dòng điện sẽ chạy qua tải như hình bên dưới.
So Sánh Giữa Ngõ Ra Relay và Transistor
Dưới đây là bảng so sánh giữa ngõ ra Relay và Transistor để giúp bạn hiểu rõ hơn về sự khác biệt giữa chúng và lựa chọn phù hợp cho ứng dụng của mình:
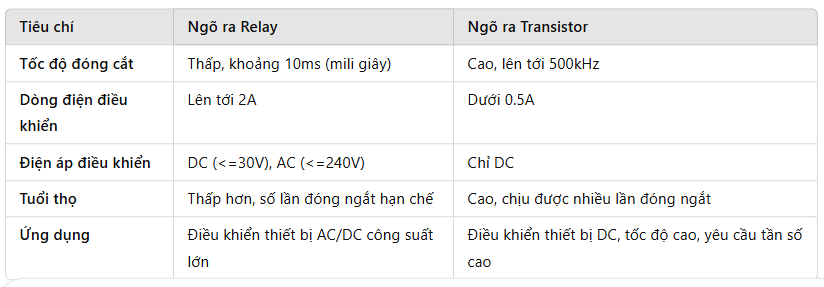
So sánh giữa ngõ ra Relay và Transistor
Kết luận
+ Ngõ ra Relay thích hợp cho các ứng dụng yêu cầu điều khiển thiết bị với công suất lớn và điện áp AC/DC. Tuy nhiên, nó có tần số đóng cắt thấp, chỉ khoảng 10ms, và có tuổi thọ thấp hơn so với Transistor.
+ Ngõ ra Transistor là lựa chọn tốt cho các ứng dụng yêu cầu tốc độ đóng cắt cao và tuổi thọ lâu dài, nhưng chỉ phù hợp với thiết bị sử dụng điện DC và dòng điện nhỏ. Nếu ứng dụng yêu cầu dòng lớn, bạn có thể kết hợp thêm Relay trung gian.
Khi lựa chọn giữa hai loại ngõ ra này, bạn cần xem xét đặc điểm yêu cầu của hệ thống như tốc độ đóng cắt, công suất thiết bị và loại nguồn điện để đưa ra quyết định hợp lý.
Tham khảo thêm bài viết liên quan:
Cách đấu nối đầu vào cho PLC Mitsubishi
Cách Đấu Dây Ngõ Vào Số PLC Mitsubishi: Kiểu Sink và Source
Nếu bạn muốn tìm hiểu thêm về cách đấu dây và lập trình PLC, hãy tham gia các khóa học Tủ Điện và Lập Trình PLC tại PLCTECH để nâng cao kỹ năng chuyên môn trong lĩnh vực tự động hóa công nghiệp:
Địa chỉ đào tạo
Hà Nội: Số 11 Ngõ 2E Dịch Vọng – Cầu Giấy Xem bản đồ
HCM: 97 Đường Số 3 – Hiệp Bình Phước – TP. Thủ Đức Xem bản đồ
Liên hệ
Điện thoại / Zalo: 0987 635 127 (Hỗ trợ 24/7)
Website: https://plctech.com.vn/
Fanpage: https://www.facebook.com/PLCTechHN

