Tổng Hợp Lệnh Lập Trình PLC Mitsubishi
Bài viết giới thiệu đến bạn đọc Tổng Hợp lệnh lập trình PLC Mitsubishi FX3x.
Một số lưu ý:
– Một số lệnh xử lý liên quan tới số thực và lệnh đặc biệt chỉ áp dụng được trên plc FX2N trở lên. Các bạn mở GX Develop. Chọn loại PLC đang dùng. Nếu nhập được lệnh tức là lệnh này chạy được trên plc của bạn.
– Bạn cần đọc mô tả chi tiết cách thức của lệnh theo tài liệu dưới đây. Để hiểu rõ hơn về cách thức hoạt động của từng lệnh. ( Link tài liệu ở cuối bài viết )
Bài viết liên quan đến Tổng Hợp Lệnh Lập Trình PLC Mitsubishi:
Lệnh So Sánh Trong Lập Trình PLC Mitsubishi / Tự Động Hóa PLCTECH
Lập Trình PLC – Các Hàm Toán Học Quan Trọng
Lệnh Tính Toán Trong Lập Trình PLC Mitsubishi
Một số Lệnh lập trình PLC Mitsubishi cơ bản.
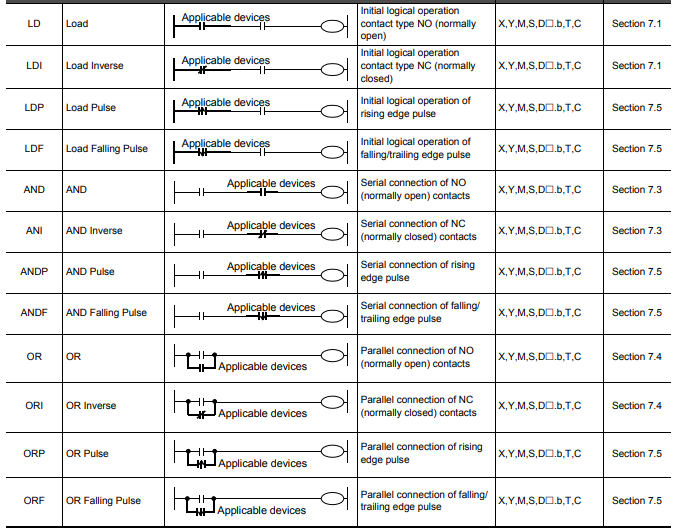
Lệnh LD (load)
Lệnh LD dùng để đặt một công tắc logic thường mở vào chương trình. Trong chương trình dạng Instruction, lệnh LD luôn luôn xuất hiện ở vị trí đầu tiên của một dòng chương trình hoặc mở đầu cho một khối logic (sẽ được trình bày ở phần lệnh về khối). Trong chương trình dạng ladder, lệnh LD thể hiện công tắc logic thường mở đầu tiên nối trực tiếp với đường bus bên trái của một nhánh chương trình hay công tắc thường mở đầu tin của một khối logic.
Lệnh LDI (Load Inverse)
Lệnh LDI dùng để đặt một công tắc logic thường đóng vào chương trình. Trong chương trình Instruction, lệnh LDI luôn luôn xuất hiện ở vị trí đầu tiên của một dòng chương trình. Hoặc mở đầu cho một khối logic (sẽ được trình bày sau ở phần lệnh về khối). Trong chương trình ladder lệnh LD thể hiện công tắc logic. Thường đóng đầu tiên nối trực tiếp với đường bus bên trái của một nhánh logic hoặc công tắc thường đóng đẩu tiên của một khối logic.
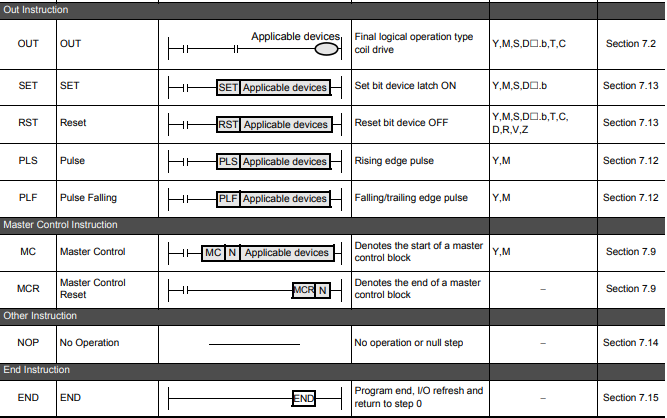
Lệnh OUT
Lệnh OUT dùng để đặt một rơle logic vào chương trình. Trong chương trình dạng ladder, lệnh OUT ký hiệu bằng “( )” được nối trực tiếp với đường bus phải. Lệnh OUT sẽ được thực hiện khi điều khiển phía bên trái của nó thỏa mãn. Tham số (toán hạng bit) của lệnh OUT không duy trì được trạng thái (không chốt); trạng thái của nó giống với trạng thái của nhánh công tắc điều khiển
Lệnh AND và OR
Ở dạng ladder các công tắc thường mở mắc nối tiếp hay mắc song song được thể hiện ở dạng Instruction là các lệnh AND hay OR.
Lệnh ANI và ORI.
Ở dạng ladder các công tắc logic thường đóng mắc nối tiếp hay song song được thể hiện ở dạng Instruction là các lệnh ANI hay ORI.
Cổng logic EXCLUSIVE-OR
Cổng logic này khác với cổng OR ở chỗ là nó cho logic 1 khi một trong hai ngõ vào có logic 1, nhưng khi cả hai ngõ vào đều có logic 1 thì nó cho logic 0. logic này có thể được thực hiện bằng hai nhánh song song, mỗi nhánh là mạch nối tiếp của một ngõ vào và đảo của ngõ còn lại. Vì không có lệnh thể hiện cho logic này nên nó được biểu diện bằng tổ hợp các logic cơ bản như trên.
Lưu ý: Trong trương trình Instruction có dùng lệnh ORB (OR Block). Ban đầu lập trình cho nhánh đầu tiên, sau đó là nhánh kế tiếp. Lúc này CPU hiểu ràng đã có hai khối và nó sẽ đọc lệnh kế tiếp ORB. Lệnh này thực hiện OR hai khối trên với nhau; lệnh OUT sẽ kích ngõ ra tương ứng.
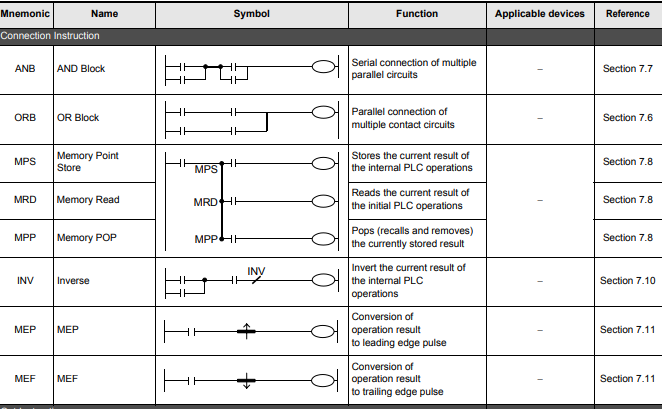
Lệnh ORB
Lệnh ORB (OR Block)không có tham số. Lệnh này dùng để tạo ra nhiều nhánh song song phức tạp gồm nhiều khối logic song song với nhau. Lệnh ORB được mô tả rõ nhất khi một chuỗi các công tắc bắt đầu bằng lệnh LD (LDI) song song với một nhánh trước đó.
Lệnh ANB
Lệnh ANB (AND block) không có tham số. Lệnh ANB được dùng đề tạo ra các nhánh nối liên tiếp phức tạp gồm nhiều nhánh nối tiếp với nhau. Lệnh ANB được mô tả rõ nhất khi thực hiện nối tiếp nhiều khối có nhiều công tắc mác song song.
Lệnh SET
Lệnh SET dùng để đặt trạng thái của tham số lệnh ( chỉ cho phép toán hạng bit) lên logic 1 vĩnh viễn (chốt trạng thái 1). Trong chương trình dạng Ladder. Lệnh SET luôn luôn xuất hiện ở cuối nhánh , phía bên phải của công tắc cuối cùng trong nhánh. Và được thi hành khi điều kiện logic của tổ hợp các công tắc bên trái được thoả mãn.
 [Link Dowload]
[Link Dowload]
 [Link Dowload]
[Link Dowload] Tài liệu – Tổng Hợp Lệnh Lập Trình PLC Mitsubishi
Lệnh cơ bản: https://drive.google.com/file/d/1QELsRj5AGDV5_T_HcHeGiTV6NbtwPwn9/view
Lệnh đầy đủ: https://drive.google.com/file/d/1OSjL3GxxEFgE2r4Qn76GXJ_pjhuHFtPC/view
Mọi tư vấn về Tự động hóa, vui lòng liên hệ với chúng tôi:
TRUNG TÂM TỰ ĐỘNG HÓA CÔNG NGHIỆP PLCTECH
Hà Nội: Số 11 Ngõ 2E Dịch Vọng – Cầu Giấy
HCM: 97 Đường Số 3 – Hiệp Bình Phước – TP. Thủ Đức
SĐT/Zalo: 0987 635 127
Website: https://plctech.com.vn/
Fanpage: https://www.facebook.com/PLCTechHN/

